Safety systems (E-stops, guards & safety relays)
The protective layer that stops a machine safely — built to fail safe and never to be defeated, not ordinary control wiring.
Not the same as ordinary control
A safety system is the protective layer of a machine — the emergency stops, guard interlocks, light curtains and the safety relay that ties them together. Its job is to bring the machine to a safe state when something goes wrong, independently of the normal start/stop control.
That independence is the key idea. Normal control makes the machine do useful things; the safety system's only job is to stop it safely and stay stopped until it's deliberately reset. It's designed and wired to a higher standard than ordinary control, and it's never treated as 'just more control wiring'.
How a safety circuit is built
Safety devices use normally-closed contacts so that the safe condition is a made circuit and any fault — a cut wire, a loose terminal, a failed contact — breaks it and trips to safe. That's the fail-safe principle: a break in the loop always stops the machine rather than leaving it running.
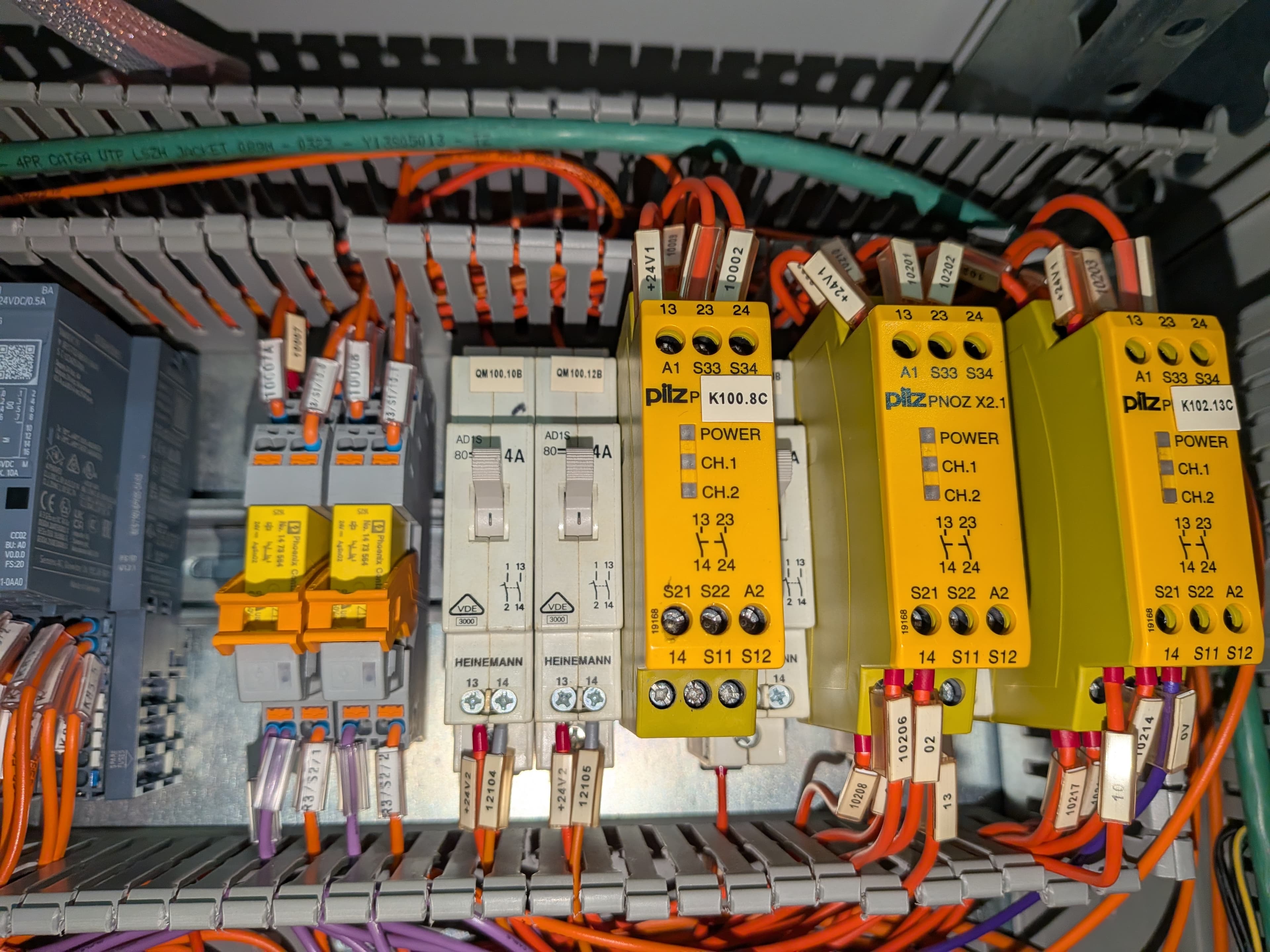
Higher-risk machines use dual-channel wiring: two independent contacts in each device, monitored by a safety relay. The relay watches that both channels open and close together, so a single fault (one welded contact, one shorted wire) is detected and won't be hidden. It also requires a deliberate, separate reset — the machine can't simply restart the instant the e-stop is released.
Categories & performance levels
How robust a safety circuit needs to be isn't a guess — it comes from a risk assessment of the machine. The bigger the harm and the harder it is to avoid, the more fault-tolerant the safety system has to be. The machinery safety standard describes this with architecture Categories and an overall Performance Level (PL).
There are five Categories — B, 1, 2, 3 and 4. Category B is the base (the safety parts are simply built and selected for the job). Category 1 adds well-tried, more reliable components. Category 2 adds periodic self-checking of the safety function. Categories 3 and 4 add genuine redundancy — the dual-channel, monitored arrangements — so a single fault doesn't lose the safety function; Category 4 also detects an accumulation of faults. People sometimes loosely call these 'the four categories' above the base, but B is the fifth.
Those architectures combine with how reliable the parts are to give a Performance Level from PL a (lowest) to PL e (highest). The risk assessment sets the required PL; the design then has to meet or beat it. As an electrician on site you're usually maintaining a system someone else has rated — so when you replace a safety device or repair a channel, you put back like for like (same type, same wiring, same monitoring) and never quietly downgrade it from, say, a monitored dual-channel arrangement to a single contact.
The common devices
Emergency stops are the manual last resort — a latching mushroom button the operator hits, which stays in until twisted to reset. Guard interlocks confirm a guard or gate is closed before the machine can run, and drop out the instant it's opened. Light curtains and safety mats detect a person entering a danger zone and stop the machine without a physical guard.
All of them feed the safety relay (or a safety PLC), which is what actually removes power from the dangerous motion — typically by dropping the contactors that drive it. Often two contactors in series are used so that one welded contact still can't keep the machine running.
Fault-finding without compromising it
When a safety system won't reset, the cause is almost always within the loop: a latched e-stop somewhere on the line, an open guard switch, a tripped light curtain, a single broken channel, or a safety relay that has detected a mismatch and locked out. Work along the loop and find the open device — don't force it.
The one rule that never bends: you do not bypass, strap out, or defeat a safety device to get a machine running. Defeating it removes the protection it exists to provide and can directly cause an injury. Find why it's open, fix that, and let it reset normally. Safety-system design and modification is specialised, licensed work.
Safety first
Never bypass, strap out or defeat an emergency stop, guard interlock, light curtain or safety relay to get a machine running — doing so removes protection and can cause serious injury. When repairing or replacing safety devices, put back like for like and don't downgrade the rated arrangement. Find why the safety loop is open and fix that. Safety-system design, rating and modification is specialised, licensed work; verify against the machine's safety documentation and your current standards.
Isolate, lock out / tag out, and prove dead before working unless a live test is specifically required, authorised, and carried out under proper supervision. Always follow local regulations, your site procedures, and the equipment manufacturer's documentation.
Related faults
E-stop circuit won't reset / machine won't start
The machine won't start because the emergency-stop circuit won't reset — the safety relay stays dropped out, holding everything off, even with all e-stops apparently released.
Safety light curtain keeps tripping the machine
A safety light curtain is stopping or preventing the machine from running — it shows blocked/faulted even when the access area looks clear.
Forward/reverse interlock locking out both directions
Neither direction will run — the interlock that stops both contactors closing together appears to be holding everything off, so no movement at all.
Related definitions
Interlocks
Logic that prevents an unsafe or impossible combination of states — like two contactors closing together.
Control vs power circuits
Low-power control logic decides what happens; the power circuit carries the load — kept separate for safety and clarity.
Relay
A small electrically-operated switch — like a miniature contactor — used to switch or route control signals.
Limit switch
A mechanical switch operated by a moving part reaching a position — often for end-of-travel and safety.